The
following instructions are for machine shops, white metalers and others who have
purchased rough castings only
Suggested order of work
for finishing rough
cast white metal main bearings
1
Prepare bearings for machining (see bottom of page)
2
Drill any oil holes
3
Make a dummy housing to hold shells stable and circular
4
Rough machine (ie: in lathe) leaving approx 0.050².
Large cuts of approx 0.100² may be taken at this stage.
5
Machine oil grooves
6
Bolt crank cases to block (if separate)
7
Set up on line boring equipment, aligning on front and rear bearing
housings
8
Fit shells to respective housings ensuring that they are clearly marked for future reassembly to their machined positions
9
Torque nuts and / or bolts to final (assembled) figure
10
Line bore with final cut of approx 0.002²
to 0.005². A clearance of 0.002² / 0.0025²
is common for journal diameters of around 2²
11
Machine thrust faces to set crank shaft end float
12
Machine surplus white metal from edges of remaining bearings as necessary
13
Radius all edges to clear journal radius
14
Dismantle equipment and bearings
(ensuring that all relocation marks are still visible) and de-burr as
necessary
Notes
on preparing
white
metal bearings castings for machining
Bearing shells
After
casting, bearing shells will usually pull in at their edges and will require
opening out and re-fitting to their housings before machining.
Procedure
1)
Remove
paint from the shell back with a suitable solvent or wie brush – any traces of
white metal on the shell back may be lightly filed until smooth.
2)
Try the
cast shell in its housing – the shell
should be a light “spring” fit. If the edges of the shell are gripped by
the housing proceed to step 4.
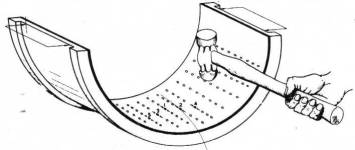
3)
With the
cast shell on its back on a solid flat surface, lightly pein (gentle taps only)
the cast surface with a half-pound ball pein hammer (as diagram). Start peening
in the centre of the bearing, in rows, gradually moving out each side towards
the edges.
4)
The flash
(overspill white metal) can be removed from the edges of the shell by milling
until a thin layer is left. Finish by carefully filing until the shell tops are
just visible – and no more.
NB: It is vital not to over file the edges or bearing “nip” will be lost
causing a loose fit in the housing. If a mill is not available the flash may
be removed completely by filing.
Direct cast con rods and caps etc.
These
do not normally close in after casting, therefore steps 1 to 3 can be omitted


